✈️ Automatisation du scellement aérospatial – Le dosage est maîtrisé. Le véritable défi réside dans tout ce qui l’entoure. 🤖
Après des années de développement et de tests en conditions réelles, notre tête de scellage aérospatiale est utilisée quotidiennement en production dans les usines de fabrication d’avions. Cette expérience concrète nous a permis de constater une chose avec une grande clarté :
💡 Le dosage est efficace. Il est constant, fiable et reproductible.
C’est pourquoi nous avons décidé de concentrer notre activité sur la fourniture de la tête de scellage et d’accompagner nos clients en leur fournissant les connaissances nécessaires au bon fonctionnement du reste du système.
Car si l’outil est prêt…
La véritable complexité apparaît dès que le robot se met en mouvement.
🧩 Une application, de nombreux défis
Il n’existe pas de cas d’utilisation « standard » pour l’étanchéité dans le secteur aérospatial. Vous pourriez avoir besoin :
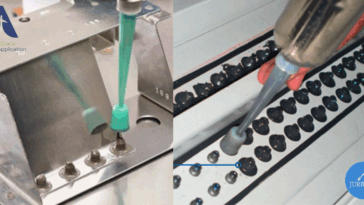
- D’un cordon de soudure stable à la géométrie précise
- D’une étanchéité par recouvrement sur plusieurs panneaux
- D’une encapsulation de fixations, même sur des milliers de rivets
- Ou encore d’une étanchéité sur des surfaces 3D complexes, dans des conditions d’accès difficiles.
Chaque cas requiert une combinaison unique de planification de trajectoire, de contrôle d’orientation, de régulation de vitesse et, parfois, de stratégies de reprise.
⚙️ Le mythe des trajectoires lisses
On entend souvent dire : « Utilisez des splines, ce sera plus fluide. »
Certes, mais aussi :
👉 Les splines réduisent souvent la précision de la trajectoire, notamment en cas de changements de direction brusques, de normales de surface complexes ou de tolérances serrées.
👉 Même avec tous les paramètres de mouvement fournis par les fabricants (rayon de raccordement, limites d’accélération, lissage de la vitesse), la trajectoire réelle peut dévier, et cette déviation impacte la qualité du cordon.
Pour compliquer les choses, les contrôleurs de robots ne reflètent pas toujours la vitesse TCP réelle. Ce qu’ils « indiquent » et ce qui se passe réellement lors de l’exécution peuvent différer, surtout dans les virages serrés ou lors du transport d’outils lourds.
Et n’oublions pas :
🤖 La plupart des robots industriels sont encore conçus selon une logique point à point (P2P) pour des tâches comme le prélèvement et le placement, et non pour l’exécution de trajectoires à vitesse constante et orientation contrôlée, ce qui est pourtant essentiel pour le scellement.
🪤 Les contraintes du monde réel

Même avec une programmation optimale, les contraintes physiques imposent des limites :
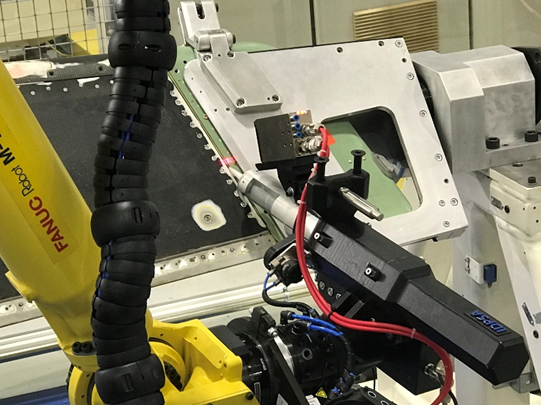
- Le poids et la taille de la tête de scellage
- Le cheminement des câbles, qui génère de la résistance et limite l’amplitude de mouvement
- Le positionnement des pièces, notamment pour les composants de très grande ou très petite taille
- Les accélérations, qui introduisent des vibrations ou des « dépassements » dans les virages
Et, bien entendu, la production aérospatiale est un univers où :
- Les cadences de production sont faibles
- Les exigences de qualité sont extrêmement élevées
- Les environnements sont loin d’être idéaux
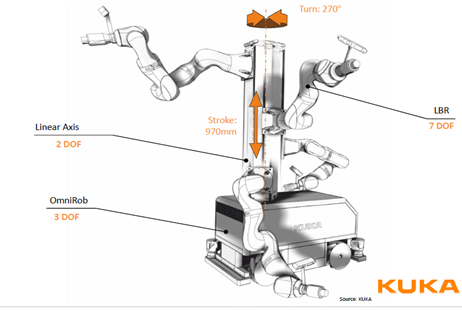
À cela s’ajoute l’essor des robots collaboratifs qui, bien qu’utiles dans certains cas, ont tendance à présenter une cinématique plus lente et une rigidité structurelle plus faible, ce qui entraîne d’éventuelles limitations en termes de précision et de vitesse, souvent sous-estimées lors de la planification.
🤝 Incluez toujours les utilisateurs finaux.
Aussi performant soit-il sur le papier, le succès d’une application de scellage robotisé repose avant tout sur les utilisateurs finaux. Les techniciens, ingénieurs et opérateurs qui utiliseront le système au quotidien doivent être impliqués dès le départ.
Leurs retours sur la facilité d’utilisation, l’accessibilité et la fiabilité sont déterminants pour qu’une cellule robotisée devienne une solution durable – ou un véritable casse-tête.
💰 La dure réalité du retour sur investissement
Après avoir géré tous ces aspects (planification des mouvements, défis d’intégration, contraintes mécaniques, optimisation logicielle, variabilité des processus), il reste encore un point crucial :
📉 Tout cela doit s’inscrire dans une analyse de rentabilité.
Le retour sur investissement attendu dans le secteur aérospatial se situe généralement entre 1,5 et 2 ans.
C’est un défi de taille, surtout lorsque :
⚠️ Les clients exigent une automatisation complète du processus.
⚠️ Or, les 5 à 10 % d’automatisation restants coûtent souvent aussi cher que les 90 % initiaux.
C’est là que les attentes et la réalité se heurtent souvent. L’automatisation totale est souhaitable, mais pas toujours efficace ; savoir s’arrêter est tout aussi important que de savoir par où commencer.
🚀 Notre rôle dans tout cela

Nous travaillons depuis plus de dix ans sur l’étanchéité robotisée pour l’aérospatiale.
Notre tête d’étanchéité a fait ses preuves. Elle est en production.
Et pour l’avenir, voici ce que nous proposons :
Une tête d’étanchéité robuste, de qualité industrielle, et l’assistance d’experts pour vous aider à l’intégrer correctement à votre système robotisé.
We’re not here to program your robot.
We’re here to make sure you don’t overlook the hard parts.
Parlons-en
👉 Sous-estimons-nous la complexité réelle des mouvements des robots pour l’étanchéité ?
👉 Nos attentes en matière d’automatisation dans le secteur aérospatial sont-elles réalistes ?
👉 Nos processus sont-ils conçus de manière pertinente, tant sur le plan technique qu’économique ?
Nous serions ravis d’entendre vos expériences. Ouvrons le débat.
Car l’application de mastic par un robot ne se résume pas à sa capacité à se déplacer.
Il s’agit de sa capacité à se déplacer correctement, à chaque fois, dans votre usine.